





Plastik Enjeksiyon Kalıplarında Çelik Seçimi: Teknik Performans Kriterleri
1. Ön Sertleştirilmiş Kalıp Çelikleri (P20 Grubu)
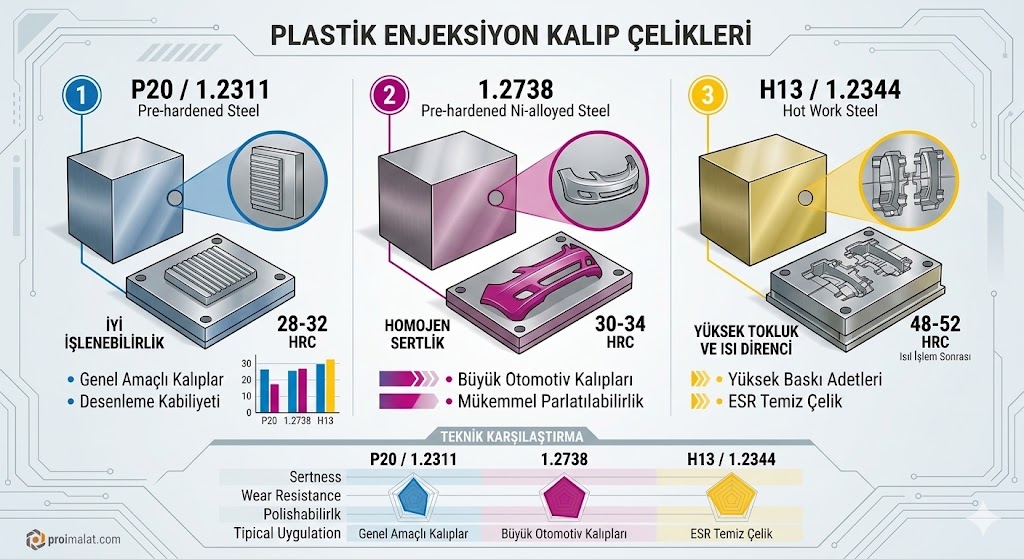
Genellikle 28-34 HRC sertlik aralığında teslim edilen bu çelikler, ek bir ısıl işlem gerektirmeden işlenebilirler. Bu, imalat sürecinde zaman tasarrufu sağlar.
- 1.2311 (P20): Genel amaçlı kalıp hamilleri ve orta ölçekli üretimler için standarttır. İyi işlenebilirlik ve desenleme (tekstür) kabiliyeti sunar.
- 1.2738 (P20+Ni): İçeriğindeki nikel sayesinde büyük bloklarda bile homojen sertlik sağlar. Otomotiv tamponları gibi derin ve geniş kalıplarda tercih edilir.
2. Yüksek Performanslı ve Isıl İşlem Çelikleri
Yüzbinlerce baskı yapacak, yüksek mühendislik plastiklerinin (cam elyaflı vb.) basılacağı kalıplarda daha dirençli çelikler gerekir.
- 1.2344 (H13): Sıcak iş takım çeliğidir ancak plastik enjeksiyonda yüksek tokluğu ve ısı direnci nedeniyle yaygın kullanılır. Genellikle 48-52 HRC’ye sertleştirilerek yüksek aşınma direnci elde edilir.
- 1.2083 (420): Paslanmaz kalıp çeliğidir. Şeffaf parçaların (lens, optik) üretiminde ayna parlaklığı verir ve aşındırıcı plastiklerin (PVC gibi) korozyon etkisine karşı dirençlidir.
Teknik Karşılaştırma Tablosu
| Çelik Kalitesi | Sertlik (HRC) | Parlatılabilirlik | Kullanım Alanı |
|---|---|---|---|
| 1.2311 | 28 – 32 | İyi | Genel amaçlı tüketici ürünleri |
| 1.2738 | 30 – 34 | Çok İyi | Büyük otomotiv parçaları |
| 1.2344 | 48 – 54 | Mükemmel | Yüksek baskı adetli kalıplar |
| 1.2083 | 50 – 54 | Ayna Parlaklığı | Medikal ve Optik ürünler |
Kalıp Çeliği Seçerken Dikkat Edilmesi Gereken 3 Kritik Faktör
- Baskı Adedi: Düşük adetli üretimlerde ön sertleştirilmiş çelikler maliyet avantajı sağlarken, yüksek adetlerde ısıl işlem görmüş sert çelikler zorunludur.
- Hammadde Türü: Cam elyafı içeren plastikler aşındırıcıdır. Bu durumda ısıl işlemle sertliği artırılmış (H13 gibi) çelikler seçilmelidir.
- Yüzey Beklentisi: Ürün ayna parlaklığında veya şeffaf olacaksa, iç yapısı çok temiz olan ESR (Electroslag Remelting) yöntemiyle üretilmiş çelikler kullanılmalıdır.
Mühendislik İpucu: Isıl işlem sonrası oluşabilecek çarpılma risklerini minimize etmek için, kaba işleme sonrası mutlaka gerilim giderme tavlaması yapılmalıdır.
Sonuç: İmalat Süreçleriniz İçin Doğru Rehberlik
Doğru kalıp çeliği seçimi, sadece teknik bir detay değil; üretimin sürdürülebilirliğini ve maliyet verimliliğini belirleyen stratejik bir karardır. Proimalat olarak, imalat dünyasındaki teknik standartları ve yenilikleri sizlerle paylaşarak doğru mühendislik kararları almanıza rehberlik ediyoruz.
Platformumuzda sadece teknik bilgi sunmakla kalmıyor; plastik enjeksiyon, kalıp imalatı ve metal işleme alanında uzmanlaşmış profesyonel firmaları bir araya getiriyoruz. Eğer siz de üretim yapan bir firmaysanız ve teknik yetkinliklerinizi sektörle paylaşmak isterseniz, platformumuzda tanıtımınızı yaparak doğru hedef kitleye ulaşmanızı sağlayabiliriz.