





Malzemeye Göre Kesici Takım Seçimi Rehberi: Verimlilik ve Hassasiyet
İmalatta Verimliliğin Anahtarı: Malzemeye Göre Doğru Kesici Takım Seçimi
Modern imalatta, bir operasyonun başarısı sadece tezgahın hızına değil, kesici ucun iş parçasıyla olan uyumuna bağlıdır. Yanlış takım seçimi; yüksek maliyet, düşük yüzey kalitesi ve hatta tezgah millerinin zarar görmesine neden olabilir. Bu rehberde, farklı malzeme grupları için teknik seçim kriterlerini ele alacağız.
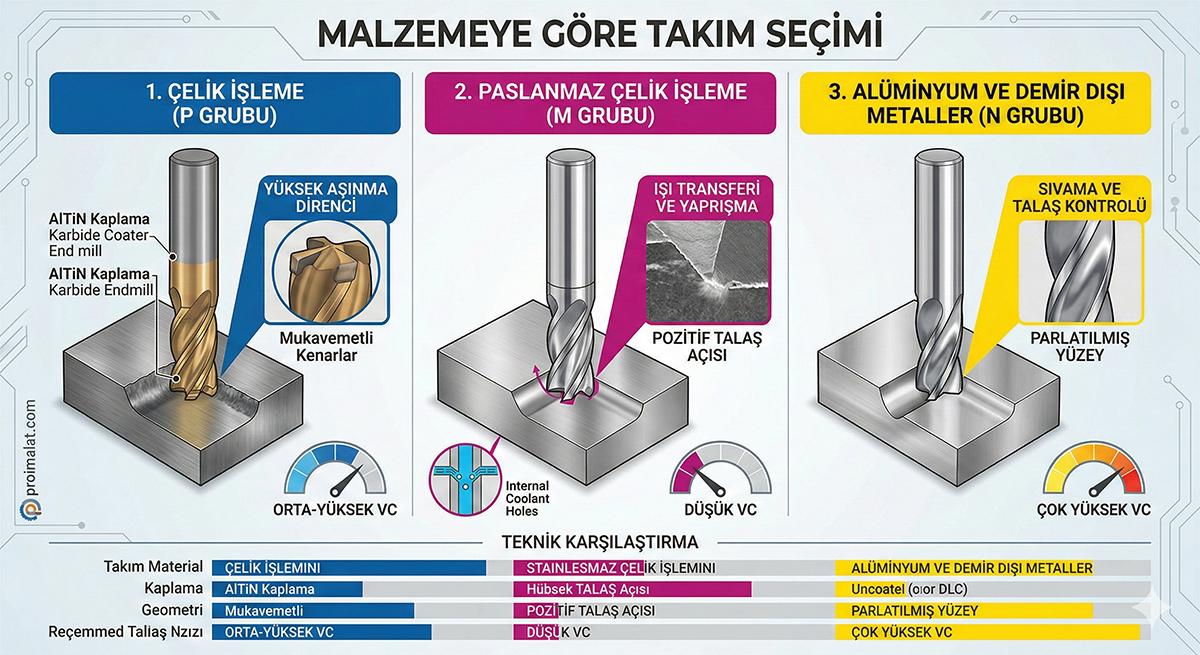
1. Çelik İşleme (P Grubu)
Çelikler, süneklikleri ve sertlik oranlarındaki çeşitlilik nedeniyle en yaygın işlenen malzeme grubudur. Genel olarak yüksek ısıya dayanıklı takımlar gerektirir.
- Takım Özelliği: Yüksek aşınma direnci için AlTiN (Alüminyum Titanyum Nitrür) kaplamalı karbür takımlar tercih edilmelidir.
- Geometri: Talaş kırma kapasitesi yüksek, mukavemetli kesme kenarları.
2. Paslanmaz Çelik İşleme (M Grubu)
Paslanmaz çelikler “işleme sertleşmesi” yapma eğilimindedir. Yani kesme anında malzeme ısınarak daha da sertleşir. Bu durum takım ömrünü hızla tüketir.
- Kritik Nokta: Isının talaşla birlikte uzaklaştırılması gerekir. Keskin kesme kenarları ve pozitif talaş açısı şarttır.
- Öneri: Isı transferini engellemek için karbür uçların yanı sıra yüksek basınçlı içten soğutma kullanılmalıdır.
3. Alüminyum ve Demir Dışı Metaller (N Grubu)
Alüminyum işlemede en büyük sorun “sıvama” yani malzemenin kesici uca yapışmasıdır. Bu, yüzey kalitesini bozar ve takımı kırar.
- Takım Özelliği: Çok keskin, polisajlı (parlatılmış) yüzeye sahip takımlar.
- Kaplama: Sürtünmeyi sıfıra indirmek için DLC (Diamond-Like Carbon) veya kaplamasız parlak karbürler önerilir.
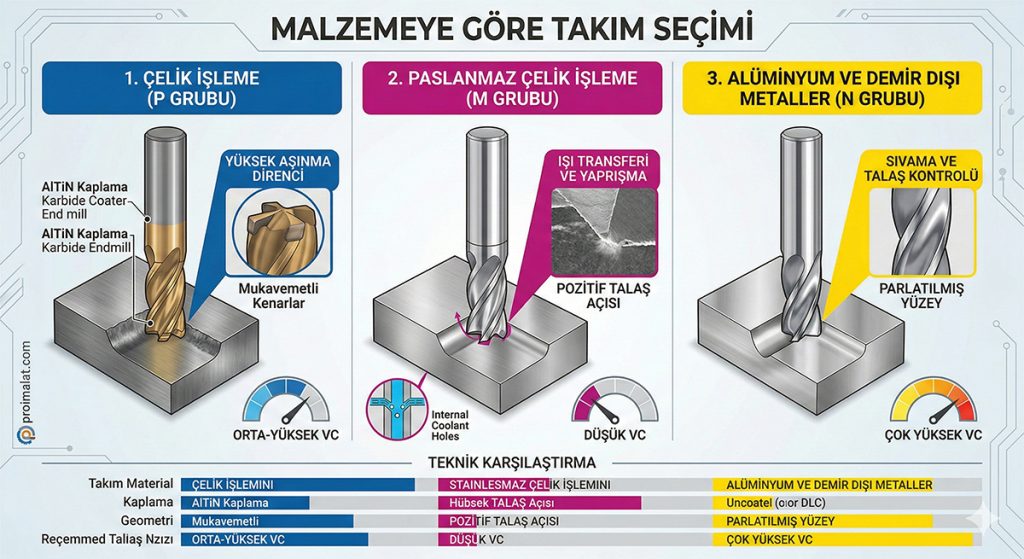
Teknik Karşılaştırma Tablosu
| Malzeme Grubu | Karakteristik | İdeal Kaplama | Kesme Hızı (Vc) |
|---|---|---|---|
| P (Çelik) | Yüksek Isı | TiAlN / CVD | Orta – Yüksek |
| M (Paslanmaz) | Sertleşme / Yapışma | TiAlN + PVD | Düşük – Orta |
| N (Alüminyum) | Sıvama / Yumuşaklık | DLC / Parlatılmış | Çok Yüksek |
| S (Süper Alaşım) | Aşırı Sertlik / Isı | Seramik / CBN | Çok Düşük |
Hangi Malzemede Hangi Hatadan Kaçınmalı?
Pro-İpucu: Sertliği yüksek malzemelerde (HRC 50+) karbür takımlar yerine CBN (Kübik Bor Nitrür) uçlar kullanmak, çevrim süresini %40’a kadar azaltabilir.
Sonuç: Doğru Takım, Maksimum Kar
Malzemeye göre takım seçimi yapmak başlangıçta teknik bir detay gibi görünse de, uzun vadede parça başı maliyeti düşüren en önemli etkendir. Proimalat olarak operasyonlarınıza özel kesici takım çözümleri sunuyoruz.